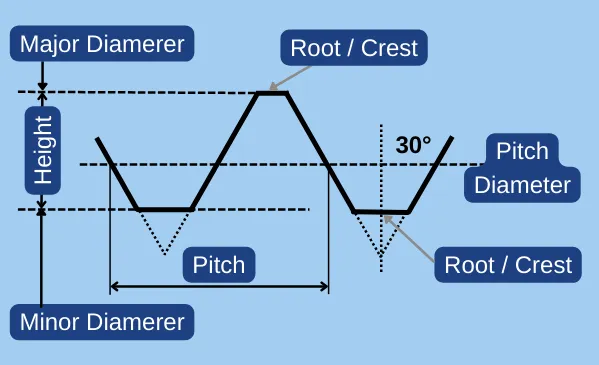
Basic Thread Dimensions
| Property | Inch | mm |
|---|---|---|
| Nominal Diameter | 0.75 | 19.05 |
| Pitch (TPI) | 28 | |
| Pitch (Distance) | 0.0357 | 0.907 |
| Pitch Diameter | 0.7268 | 18.461 |
| Minor Diameter | 0.7075 | 17.971 |
| Thread Height | 0.0193 | 0.49 |
| Addendum | 0.0116 | 0.295 |
| Crest (External) Root (Internal) |
0.0045 | 0.114 |
| Tap Drill Size (75% depth) |
0.715 | 18.17 |
| Lead Angle (Single Start) |
0.9° | |
| Thread Family | Unified Constant Pitch 28 TPI (28-UN) | |
| Relevant Standards | ASME B1.1-2003 | |
| Equivalent MetricThread | M20 X 1 |
For more threading data scroll down, or use the Thread Calculator
Choose the Threading Data you want to explore



3/4 - 28 28-UNPossible Thread Classes
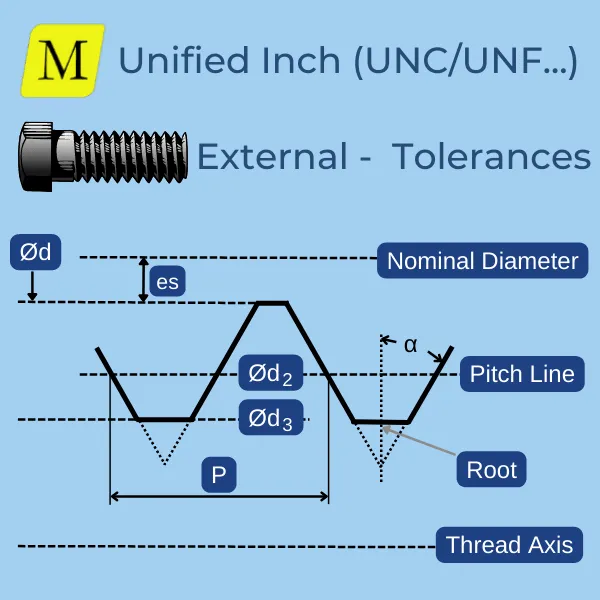
3/4 - 28 28-UN 2A (External)
* Permisable values for thread Class 2A
| # | Description | Value (Inch) | Value (mm) |
|---|---|---|---|
| es | Allowance | 0.0011 (Ref) | 0.028 (Ref) |
| d | Major Diameter | 0.7424 - 0.7489 | 18.857 - 19.022 |
| d2 | Pitch Diameter | 0.7221 - 0.7257 | 18.341 - 18.433 |
| d3 | Minor Diameter (UNR Only) | 0.7064 (Ref) | 17.943 (Ref) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of pitch (+/-) | 0.001 (Ref) | 0.025 (Ref) |
* Values are calculated for Length of engagement of 5xPitch. For calculations of different engagement length use the Thread Calculator'
* Back to Thread Class Selection
3/4 - 28 28-UN 3A (External)
* Permisable values for thread Class 3A
| # | Description | Value (Inch) | Value (mm) |
|---|---|---|---|
| es | Allowance | 0 (Ref) | 0 (Ref) |
| d | Major Diameter | 0.7435 - 0.75 | 18.885 - 19.05 |
| d2 | Pitch Diameter | 0.7241 - 0.7268 | 18.392 - 18.461 |
| d3 | Minor Diameter (UNR Only) | 0.7075 (Ref) | 17.971 (Ref) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of pitch (+/-) | 0.0008 (Ref) | 0.02 (Ref) |
* Values are calculated for Length of engagement of 5xPitch. For calculations of different engagement length use the Thread Calculator'
* Back to Thread Class Selection
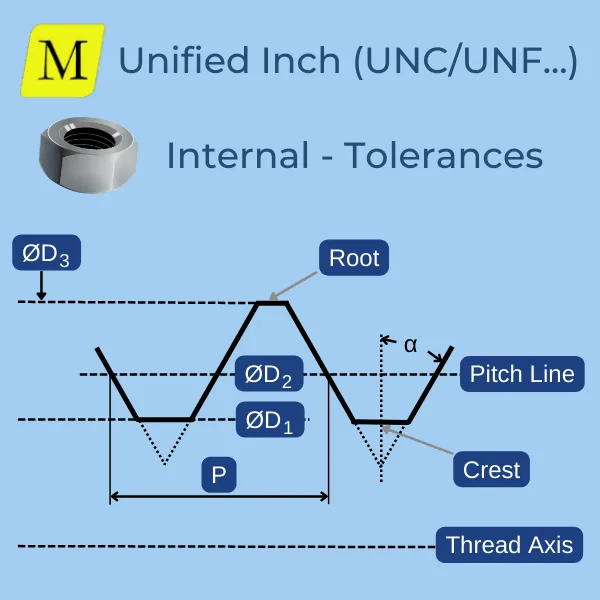
3/4 - 28 28-UN 2B (Internal)
* Permisable values for thread Class 2B
| # | Description | Value (Inch) | VValue (mm) |
|---|---|---|---|
| D1 | Minor Diameter | 0.711 - 0.72 | 18.059 - 18.288 |
| D2 | Pitch Diameter | 0.7268 - 0.7315 | 18.461 - 18.58 |
| D | Major Diameter | 0.7500 (Min) | 19.05 (Min) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of Pitch (+/-) | 0.0014 (Ref) | 0.036 (Ref) |
* Values are calculated for Length of engagement of 5xPitch. For calculations of different engagement length use the Thread Calculator
* Back to Thread Class Selection
3/4 - 28 28-UN 3B (Internal)
* Permisable values for thread Class 3B
| # | Description | Value (Inch) | VValue (mm) |
|---|---|---|---|
| D1 | Minor Diameter | 0.7113 - 0.7176 | 18.067 - 18.227 |
| D2 | Pitch Diameter | 0.7268 - 0.7303 | 18.461 - 18.55 |
| D | Major Diameter | 0.7500 (Min) | 19.05 (Min) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of Pitch (+/-) | 0.001 (Ref) | 0.025 (Ref) |
* Values are calculated for Length of engagement of 5xPitch. For calculations of different engagement length use the Thread Calculator
* Back to Thread Class Selection
Tap Drill Sizes for 3/4 - 28 28-UN
- If not specified, assume a thread depth of 75%.
- You can learn more about thread depth in tapping here.
- To get the tap drill size in other depths, use our Tap Drill Size Calculator .
| Thread Depth | Tap Drill Size (Inch) | Tap Drill Size (mm) |
|---|---|---|
| 55% | 0.724 | 18.40 |
| 60% | 0.722 | 18.34 |
| 65% | 0.720 | 18.28 |
| 70% | 0.718 | 18.22 |
| 75% | 0.715 | 18.17 |
| 80% | 0.713 | 18.11 |
| 85% | 0.711 | 18.05 |
Over Wire Measurements for 3/4 - 28 28-UN
* OverWire is a measuring method to obatin the pitch diameter of threads. It is mostly used when a manufacturer does not have a Go/Nogo gauge for a thread. You can learn more about it here
| Inch | mm | |
|---|---|---|
| Permissible Wire Diameter Range | 0.018 - 0.0361 | 0.458 - 0.916 |
| Ideal Wire Diameter | 0.0206 | 0.524 |
| Possible Wires From Standard Sets |
* 0.018 * 0.0193 * 0.0206 * 0.0214 * 0.0222 * 0.0241 * 0.0262 * 0.0289 |
* 0.462 * 0.52 * 0.577 * 0.722 * 0.866 |
Once you know your wire diameter, you need to find out what is the premissable Measurement for your pitch diameter (Depending on the class). Use our Over Wire Calculator to find out!
CNC Gcode Program for Turning of 3/4 - 28 28-UN
The below sample Gcode is configured for:
- Fanuc Controller
- External RH Thread
- Right hand tool, machining towards the chuck
- Flank Infeed method with contant volume
- Flank Infeed method with contant volume
- Cutting conditions for steel
- Default number of passes
You can configure all the above parameters and much more in our Thread Turning Gcode Generator
%
O0100
(MACHINING DOCTOR - THREADING CNC PROGRAM)
(CONTROLER - FANUC A)
(THREAD - )
(D=0.75 INCH, P=0.036 INCH, L=0.357 INCH)
(APPLICATION - EXTERNAL TURNING, TOWARDS CHUCK, RH TOOL, RH THREAD)
(FEED - 17 PASSES, FLANK, CONSTANT VOLUME)
(FINISH PASS - 0.0003 INCH)
(WITH CHAMFER - NO)
G28 U0
G28 U0
T0100
G99 G97 S1528 M03
G00 Z5.1
G00 X23.7 M08
G76 P010060 Q8 R0
G76 X18 Z-9 P556 Q133 F1 R
G28 U0
G28 U0
M09
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%CNC Gcode Program for Thread Milling of 3/4 - 28 28-UN
The below sample Gcode is configured for:
- Fanuc Controller
- Internal RH Thread
- Climb Milling
- Cutter diameter: 70% of the thread diameter
- Single tooth Thread Mill cutter
- Cutting conditions for steel
- One radial pass
You can configure all the above parameters and much more in our Thread Milling Gcode Generator
%
O0101
(WWW.MACHININGDOCTOR.COM - THREADMILLING PROGRAM)
(CONTROLER - FANUC)
(THREAD - MAJOR DIAM.=0.75 INCH, PITCH=0.035714285714286 INCH, LENGTH=0.35714285714286 INCH)
(APPLICATION - INTERNAL, RH THREAD, CLIMB MILLING)
(CUTTER DIAM=0.375 [SINGLE TOOTH])
(CUTTER COMPENSATION D=0 - TOOLPATH FOR TOOL CENTER)
N1 M06 T1
G54
G90 G40 G17 G94 G21
G00 X0 Y0 S3056 M03
G43 H1 Z25.4 M08
(M-CODE "THROUGH COOLANT ON")
(PASS 1 / 1)
G90 G01 Z-9.1848 F2032
G91 G01 G41 D1 X2.3813 Y-2.3813 F466
G03 X2.3813 Y2.3813 Z0.1134 I0 J2.3813 F117
G03 Z0.9071 I-4.7625 J0 F233
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 Z0.9071 I-4.7625 J0
G03 X-2.3813 Y2.3813 Z0.1134 I-2.3813 J0
G01 G40 X-2.3813 Y-2.3813 F2032
G90 G00 Z25.4
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%

 13")
: Charts & Formulas 14")





