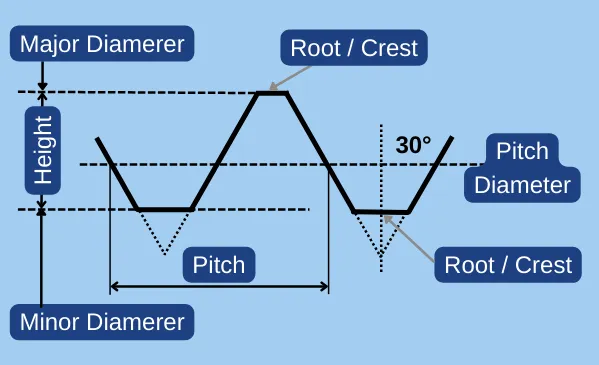
Dimensiones Básicas de Rosca
| Property | mm | Pulgadas |
|---|---|---|
| Diámetro Nominal | 1.6 | 0.063 |
| Paso (Distancia) | 0.2 | 0.0079 |
| Diámetro del Paso | 1.47 | 0.0579 |
| Diámetro Menor | 1.383 | 0.0544 |
| Altura real del hilo | 0.108 | 0.0043 |
| Apéndice | 0.065 | 0.0026 |
| Cresta (Exterior) Raíz (interna) |
0.025 | 0.001 |
| Diámetro del agujero a roscar (75% de profundidad) |
1.41 | 0.055 |
| Angulo de Helice (Una Hélice/Entrada) |
2.48° | |
| Familia de la Rosca | Metric Fine Pitch (MF) | |
| Normas pertinentes | ISO 68-1, ISO 9651-1, ISO 965-2, ISO 261,DIN 13 | |
| Equivalente InchRoscado | #0 - 80 UNF |
Para obtener más datos sobre el roscado, desplácese hacia abajo o utilice la función Calculador de Rosca
Choose the Threading Data you want to explore



M1.6 X 0.2Posibles Clases de Rosca
M1.6 X 0.2 4g (Externa)
* Valores permitidos para la clase de rosca 4g
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0.017 (Ref) | 0.0007 (Ref) |
| d | Diámetro Exterior | 1.547 - 1.583 | 0.0609 - 0.0623 |
| d2 | Diámetro del Paso | 1.421 - 1.453 | 0.0559 - 0.0572 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.059 | 0.001 - 0.0023 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
M1.6 X 0.2 4h (Externa)
* Valores permitidos para la clase de rosca 4h
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0 (Ref) | 0 (Ref) |
| d | Diámetro Exterior | 1.564 - 1.6 | 0.0616 - 0.063 |
| d2 | Diámetro del Paso | 1.438 - 1.47 | 0.0566 - 0.0579 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.059 | 0.001 - 0.0023 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
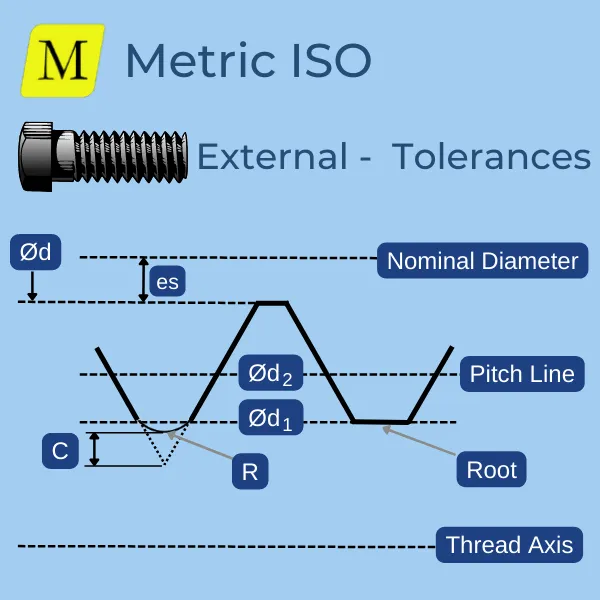
M1.6 X 0.2 6g (Externa)
* Valores permitidos para la clase de rosca 6g
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0.017 (Ref) | 0.0007 (Ref) |
| d | Diámetro Exterior | 1.527 - 1.583 | 0.0601 - 0.0623 |
| d2 | Diámetro del Paso | 1.403 - 1.453 | 0.0552 - 0.0572 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.068 | 0.001 - 0.0027 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
M1.6 X 0.2 6h (Externa)
* Valores permitidos para la clase de rosca 6h
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0 (Ref) | 0 (Ref) |
| d | Diámetro Exterior | 1.544 - 1.6 | 0.0608 - 0.063 |
| d2 | Diámetro del Paso | 1.42 - 1.47 | 0.0559 - 0.0579 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.068 | 0.001 - 0.0027 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
M1.6 X 0.2 5g4g (Externa)
* Valores permitidos para la clase de rosca 5g4g
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0.017 (Ref) | 0.0007 (Ref) |
| d | Diámetro Exterior | 1.547 - 1.583 | 0.0609 - 0.0623 |
| d2 | Diámetro del Paso | 1.413 - 1.453 | 0.0556 - 0.0572 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.063 | 0.001 - 0.0025 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
M1.6 X 0.2 5h4h (Externa)
* Valores permitidos para la clase de rosca 5h4h
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0 (Ref) | 0 (Ref) |
| d | Diámetro Exterior | 1.564 - 1.6 | 0.0616 - 0.063 |
| d2 | Diámetro del Paso | 1.43 - 1.47 | 0.0563 - 0.0579 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.063 | 0.001 - 0.0025 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
M1.6 X 0.2 5g6g (Externa)
* Valores permitidos para la clase de rosca 5g6g
| # | Descripción | Valor (mm) | Valor (Pulgadas) |
|---|---|---|---|
| es | Ajuste | 0.017 (Ref) | 0.0007 (Ref) |
| d | Diámetro Exterior | 1.527 - 1.583 | 0.0601 - 0.0623 |
| d2 | Diámetro del Paso | 1.413 - 1.453 | 0.0556 - 0.0572 |
| R | Radio de la Raíz | 0.025 (Min) | 0.001 (Min) |
| C | Truncamiento de la Raíz | 0.025 - 0.063 | 0.001 - 0.0025 |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Back to Selección de la Clase de Rosca
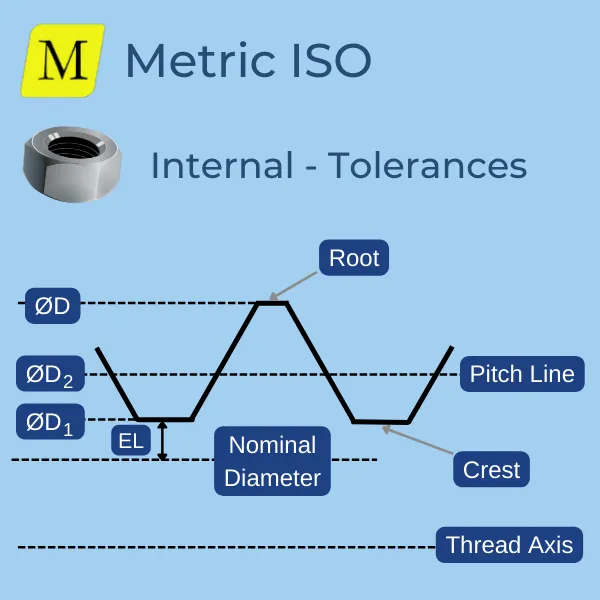
M1.6 X 0.2 4H (Interna)
* Valores permitidos para la clase de rosca 4H
| # | Descripción | Valor (mm) | VValor (Pulgadas) |
|---|---|---|---|
| EL | Allowance | 0 (Ref) | 0 (Ref) |
| D1 | Diámetro Interior | 1.383 - 1.421 | 0.0544 - 0.0559 |
| D2 | Diámetro del Paso | 1.47 - 1.512 | 0.0579 - 0.0595 |
| D | Diámetro Exterior | 1.6 (Min) | 0.063 (Min) |
| LE | Longitud Normal de la conexión | 0.5 - 1.5 | 0.0197 - 0.0591 |
* Volver Selección de la clase de rosca
Tamaños de brocas para machos M1.6 X 0.2
- Si no se especifica, se asume una profundidad de rosca del 75%..
- Puede obtener más información sobre la profundidad de la rosca en el roscado aquí.
- Para obtener el diámetro del agujero a roscar en otras profundidades, utilice nuestro Calculadora del Diámetro del Agujero a Roscar .
| Profundidad de la Rosca | Diámetro del agujero a roscar (pulgadas) | Diámetro del agujero a roscar (mm) |
|---|---|---|
| 55% | 0.057 | 1.46 |
| 60% | 0.057 | 1.44 |
| 65% | 0.056 | 1.43 |
| 70% | 0.056 | 1.42 |
| 75% | 0.055 | 1.41 |
| 80% | 0.055 | 1.39 |
| 85% | 0.054 | 1.38 |
Mediciones con Alambres para M1.6 X 0.2
* Medición por Alambre es un método de medición para obtener el diámetro de paso de las roscas. Se utiliza sobre todo cuando un fabricante no dispone el calibre Pasa/No Pasa para medir la rosca. Más información here
| mm | Pulgadas | |
|---|---|---|
| Gama de Diámetros de Alambre admisibles | 0.101 - 0.202 | 0.004 - 0.008 |
| Diámetro ideal del Alambre | 0.115 | 0.0045 |
| Possible Wires De Conjuntos Estándar |
* 0.116 * 0.13 * 0.144 * 0.173 |
* 0.006 * 0.0064 * 0.0072 |
Una vez que conozca el diámetro de alambre, deberá averiguar cuál es la Medida permisible para su diámetro de paso (Dependiendo de la clase). Utilice nuestro Calculadora de Medición por Alambre para averiguar!
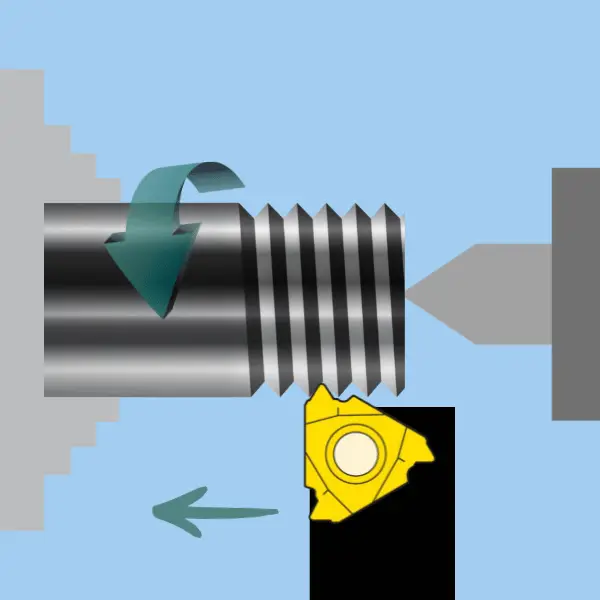
CNC Gcode Program for Turning of M1.6 X 0.2
The below sample Gcode is configured for:
- Fanuc Controller
- External RH Thread
- Right hand tool, machining towards the chuck
- Flank Infeed method with contant volume
- Flank Infeed method with contant volume
- Cutting conditions for steel
- Default number of passes
You can configure all the above parameters and much more in our Thread Turning Gcode Generator
%
O0100
(MACHINING DOCTOR - THREADING CNC PROGRAM)
(CONTROLER - FANUC A)
(THREAD - D=1.6 MM, P=0.2 MM, L=2 MM)
(APPLICATION - EXTERNAL TURNING, TOWARDS CHUCK, RH TOOL, RH THREAD)
(FEED - 3 PASSES, FLANK, CONSTANT VOLUME)
(FINISH PASS - 0.01 MM)
(WITH CHAMFER - NO)
G28 U0 W0
T0101 G99 G97 S5000 M03
G00 Z5.0
X 3.6 M08
G76 P010060 Q10 R0.01
G76 X1.355 Z-2.0 P123 Q65 F0.2 R0.00
G28 U0 W0
M09
M30
%CNC Gcode Program for Thread Milling of M1.6 X 0.2
The below sample Gcode is configured for:
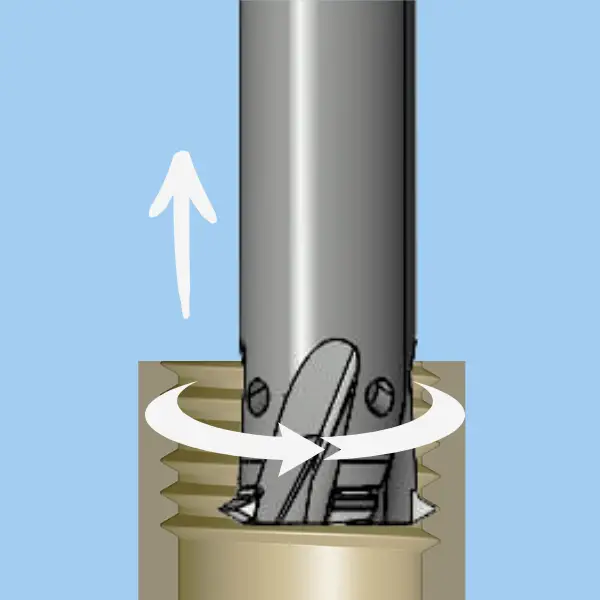
- Fanuc Controller
- Internal RH Thread
- Climb Milling
- Cutter diameter: 70% of the thread diameter
- Single tooth Thread Mill cutter
- Cutting conditions for steel
- One radial pass
You can configure all the above parameters and much more in our Thread Milling Gcode Generator
%
O101
(WWW.MACHININGDOCTOR.COM - THREADMILLING PROGRAM)
(CONTROLER - FANUC)
(THREAD - D=1.6 MM, P=0.2 MM, L=2 MM)
(APPLICATION - INTERNAL, RH THREAD, CLIMB MILLING)
(CUTTER - D=0.8 [SINGLE TOOTH])
N1 M06 T1
G54
G90 G40 G17 G94 G21
G00 X0 Y0 S10000 M03
G43 H1 Z20.0 M08
(M-CODE "THROUGH COOLANT ON")
(PASS 1 / 1)
G90 G01 Z-2.025 F2000
G91 G01 G41 D1 X0.2 Y-0.2 F1500
G03 X0.2 Y0.2 Z0.025 I0 J0.2 F375
G03 Z0.2 I-0.4 J0 F750
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 Z0.2 I-0.4 J0
G03 X-0.2 Y0.2 Z0.025 I-0.2 J0
G01 G40 X-0.2 Y-0.2 F2000
G90 G00 Z20.0
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%