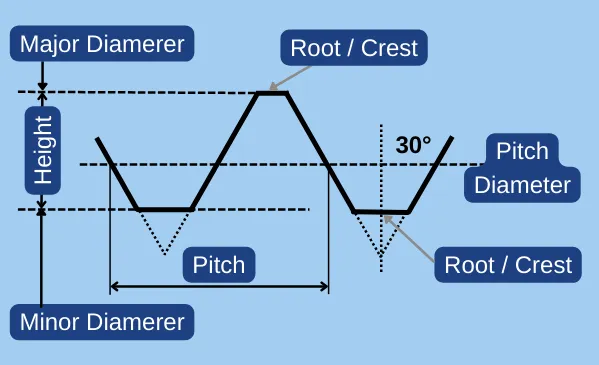
Dimensões básicas da rosca
| Property | Polegadas | mm |
|---|---|---|
| Diâmetro nominal | 1.25 | 31.75 |
| Pitch (TPI) | 28 | |
| Passo (Distância) | 0.0357 | 0.907 |
| Diâmetro do passo | 1.2268 | 31.161 |
| Diâmetro menor | 1.2075 | 30.671 |
| Altura da rosca | 0.0193 | 0.49 |
| Adenda | 0.0116 | 0.295 |
| Crista (Externa) Raiz (interna) |
0.0045 | 0.114 |
| Tamanho da broca do macho (75% de profundidade) |
1.215 | 30.87 |
| Ângulo de avanço (Entrada única) |
0.53° | |
| Família da Rosca | Unified Constant Pitch 28 TPI (28-UN) | |
| Normas relevantes | ASME B1.1-2003 | |
| Equivalente MetricRosca | M33 X 1.5 |
Para obter mais dados de encadeamento, deslize abaixo ou utilize a Calculadora de Rosca
Escolha os dados de segmentação que você deseja explorar



1 1/4 - 28 28-UNPossíveis classes de Roscas
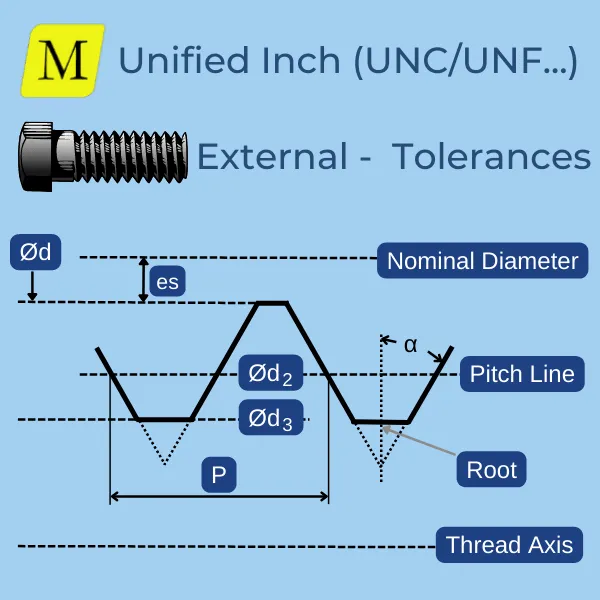
1 1/4 - 28 28-UN 2A (Externo)
* Valores admissíveis para a classe de rosca 2A
| # | Descrição | Valor (Polegadas) | Valor (mm) |
|---|---|---|---|
| es | Permissão | 0.0012 (Ref) | 0.03 (Ref) |
| d | Diâmetro maior | 1.2423 - 1.2488 | 31.554 - 31.72 |
| d2 | Diâmetro de passo | 1.2217 - 1.2256 | 31.031 - 31.13 |
| d3 | Diâmetro menor (Apenas UNR) | 1.2063 (Ref) | 30.64 (Ref) |
| α | Variação de 30° de ângulo (+/-) | 1.3333° | |
| P | Variação da altura (+/-) | 0.0011 (Ref) | 0.028 (Ref) |
* Os valores são calculados para o comprimento de engate de 5x o passo. Para cálculos de diferentes comprimentos de engate, utilizar a Calculadora de Rosca'
* Back to Seleção da Classe de Rosca
1 1/4 - 28 28-UN 3A (Externo)
* Valores admissíveis para a classe de rosca 3A
| # | Descrição | Valor (Polegadas) | Valor (mm) |
|---|---|---|---|
| es | Permissão | 0 (Ref) | 0 (Ref) |
| d | Diâmetro maior | 1.2435 - 1.25 | 31.585 - 31.75 |
| d2 | Diâmetro de passo | 1.2239 - 1.2268 | 31.087 - 31.161 |
| d3 | Diâmetro menor (Apenas UNR) | 1.2075 (Ref) | 30.671 (Ref) |
| α | Variação de 30° de ângulo (+/-) | 1.3333° | |
| P | Variação da altura (+/-) | 0.0008 (Ref) | 0.02 (Ref) |
* Os valores são calculados para o comprimento de engate de 5x o passo. Para cálculos de diferentes comprimentos de engate, utilizar a Calculadora de Rosca'
* Back to Seleção da Classe de Rosca
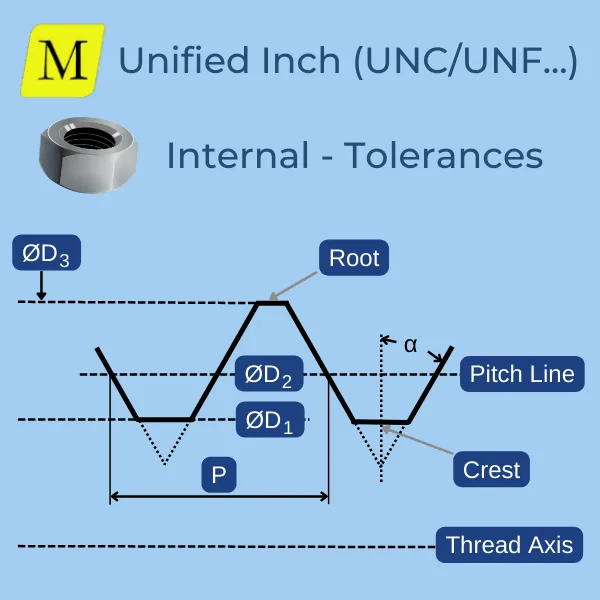
1 1/4 - 28 28-UN 2B (Interno)
* Valores admissíveis para a classe de rosca 2B
| # | Descrição | Valor (Polegadas) | VValor (mm) |
|---|---|---|---|
| D1 | Diâmetro menor | 1.211 - 1.22 | 30.759 - 30.988 |
| D2 | Diâmetro de passo | 1.2268 - 1.2318 | 31.161 - 31.288 |
| D | Diâmetro maior | 1.2500 (Min) | 31.75 (Min) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of Pitch (+/-) | 0.0015 (Ref) | 0.038 (Ref) |
* Os valores são calculados para o comprimento de engate de 5x o passo. Para cálculos de diferentes comprimentos de engate, utilizar a Calculadora de Rosca
* Voltar a Seleção da Classe de Rosca
1 1/4 - 28 28-UN 3B (Interno)
* Valores admissíveis para a classe de rosca 3B
| # | Descrição | Valor (Polegadas) | VValor (mm) |
|---|---|---|---|
| D1 | Diâmetro menor | 1.2113 - 1.2176 | 30.767 - 30.927 |
| D2 | Diâmetro de passo | 1.2268 - 1.2306 | 31.161 - 31.257 |
| D | Diâmetro maior | 1.2500 (Min) | 31.75 (Min) |
| α | Varation of 30° anngle (+/-) | 1.3333° | |
| P | Varation of Pitch (+/-) | 0.0011 (Ref) | 0.028 (Ref) |
* Os valores são calculados para o comprimento de engate de 5x o passo. Para cálculos de diferentes comprimentos de engate, utilizar a Calculadora de Rosca
* Voltar a Seleção da Classe de Rosca
Medições sobre o fio (Over Wire) para 1 1/4 - 28 28-UN
* O OverWire é um método de medição para obter o diâmetro do passo das roscas. É utilizado principalmente quando um fabricante não dispõe de um medidor Go/Nogo para uma rosca. Você pode saber mais sobre o assunto here
| Polegadas | mm | |
|---|---|---|
| Gama de diâmetros de fio admissíveis | 0.018 - 0.0361 | 0.458 - 0.916 |
| Diâmetro ideal do fio | 0.0206 | 0.524 |
| Possible Wires De conjuntos padrões |
* 0.018 * 0.0193 * 0.0206 * 0.0214 * 0.0222 * 0.0241 * 0.0262 * 0.0289 |
* 0.462 * 0.52 * 0.577 * 0.722 * 0.866 |
Uma vez conhecido o diâmetro do fio, é necessário descobrir qual é a medida premissível para o diâmetro do passo (dependendo da classe). Utilize a nossa Calculadora de Sobrefios para descobrir!
Programa de código G CNC para torneamento de 1 1/4 - 28 28-UN
O exemplo de código Gcode abaixo está configurado para:
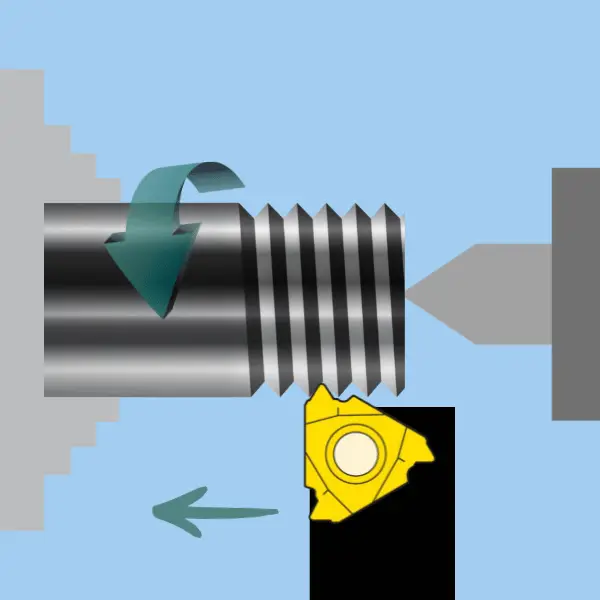
- Controlador Fanuc
- Rosca externa RH
- Ferramenta direita, usinagem na direção do mandril
- Método Flank Infeed com volume contante
- Método Flank Infeed com volume contante
- Condições de corte para aço
- Número padrão de passagens
Você pode configurar todos os parâmetros acima e muito mais em nosso Thread Turning Gcode Generator
%
O0100
(MACHINING DOCTOR - THREADING CNC PROGRAM)
(CONTROLER - FANUC A)
(THREAD - )
(D=1.25 INCH, P=0.036 INCH, L=0.357 INCH)
(APPLICATION - EXTERNAL TURNING, TOWARDS CHUCK, RH TOOL, RH THREAD)
(FEED - 17 PASSES, FLANK, CONSTANT VOLUME)
(FINISH PASS - 0.0003 INCH)
(WITH CHAMFER - NO)
G28 U0
G28 U0
T0100
G99 G97 S917 M03
G00 Z5.1
G00 X38.9 M08
G76 P010060 Q8 R0
G76 X31 Z-9 P556 Q133 F1 R
G28 U0
G28 U0
M09
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%Programa Gcode CNC para fresamento de rosca de 1 1/4 - 28 28-UN
O exemplo de código Gcode abaixo está configurado para:
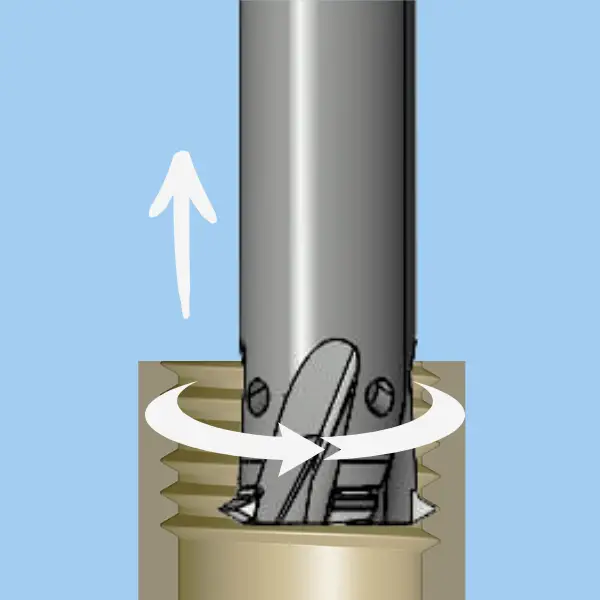
- Controlador Fanuc
- Rosca interna RH
- Fresagem de subida
- Diâmetro do cortador: 70% do diâmetro da rosca
- Fresa de rosca de dente único
- Condições de corte para aço
- Uma passagem radial
Você pode configurar todos os parâmetros acima e muito mais em nosso Thread Milling Gcode Generator
%
O0101
(WWW.MACHININGDOCTOR.COM - THREADMILLING PROGRAM)
(CONTROLER - FANUC)
(THREAD - MAJOR DIAM.=1.25 INCH, PITCH=0.035714285714286 INCH, LENGTH=0.35714285714286 INCH)
(APPLICATION - INTERNAL, RH THREAD, CLIMB MILLING)
(CUTTER DIAM=0.625 [SINGLE TOOTH])
(CUTTER COMPENSATION D=0 - TOOLPATH FOR TOOL CENTER)
N1 M06 T1
G54
G90 G40 G17 G94 G21
G00 X0 Y0 S1833 M03
G43 H1 Z25.4 M08
(M-CODE "THROUGH COOLANT ON")
(PASS 1 / 1)
G90 G01 Z-9.1848 F2032
G91 G01 G41 D1 X3.9688 Y-3.9688 F279
G03 X3.9688 Y3.9688 Z0.1134 I0 J3.9688 F70
G03 Z0.9071 I-7.9375 J0 F140
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 Z0.9071 I-7.9375 J0
G03 X-3.9688 Y3.9688 Z0.1134 I-3.9688 J0
G01 G40 X-3.9688 Y-3.9688 F2032
G90 G00 Z25.4
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%

 3")
: Gráficos e Fórmulas 4")





