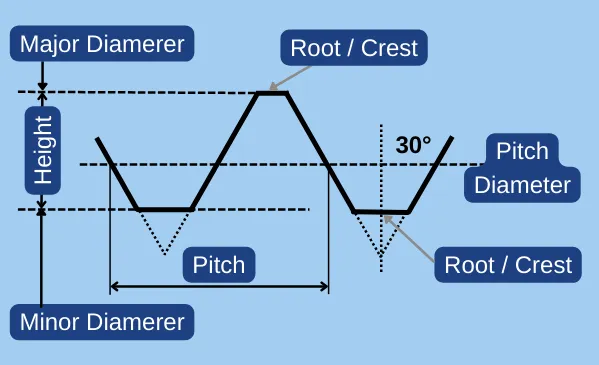
Grundlegende Gewindemaße
| Property | mm | Zoll |
|---|---|---|
| Nenndurchmesser | 1.1 | 0.0433 |
| Steigung (Entfernung) | 0.25 | 0.0098 |
| Flankendurchmesser | 0.938 | 0.0369 |
| Kleiner Durchmesser | 0.829 | 0.0326 |
| Gewinde Höhe | 0.135 | 0.0053 |
| Nachtrag | 0.081 | 0.0032 |
| Kamm (extern) Wurzel (intern) |
0.031 | 0.0012 |
| Gewindebohrer Größe (75% Tiefe) |
0.86 | 0.034 |
| Steigungswinkel (Einzelstart) |
4.85° | |
| Gewinde Familie | Metric Coarse Pitch (MC) | |
| Einschlägige Normen | ISO 68-1, ISO 9651-1, ISO 965-2, ISO 261,DIN 13 | |
| Äquivalent InchGewinde | #0 - 80 UNF |
Für weitere Daten zum Gewinde blättern Sie nach unten, oder verwenden Sie die Gewinde-Rechner
Choose the Threading Data you want to explore



M1.1Mögliche Gewindeklassen
M1.1 4g (Extern)
* Erlaubte Werte für Gewindeklasse 4g
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
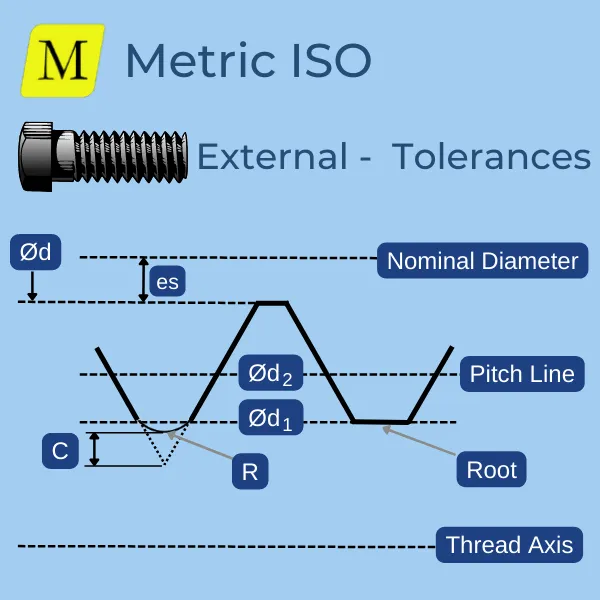
| es | Gewindezugabe | 0.018 (Ref) | 0.0007 (Ref) |
| d | Außendurchmesser | 1.04 - 1.082 | 0.0409 - 0.0426 |
| d2 | Flankendurchmesser | 0.886 - 0.92 | 0.0349 - 0.0362 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.07 | 0.0012 - 0.0028 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 4h (Extern)
* Erlaubte Werte für Gewindeklasse 4h
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0 (Ref) | 0 (Ref) |
| d | Außendurchmesser | 1.058 - 1.1 | 0.0417 - 0.0433 |
| d2 | Flankendurchmesser | 0.904 - 0.938 | 0.0356 - 0.0369 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.07 | 0.0012 - 0.0028 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 6g (Extern)
* Erlaubte Werte für Gewindeklasse 6g
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0.018 (Ref) | 0.0007 (Ref) |
| d | Außendurchmesser | 1.015 - 1.082 | 0.04 - 0.0426 |
| d2 | Flankendurchmesser | 0.867 - 0.92 | 0.0341 - 0.0362 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.08 | 0.0012 - 0.0031 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 6h (Extern)
* Erlaubte Werte für Gewindeklasse 6h
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0 (Ref) | 0 (Ref) |
| d | Außendurchmesser | 1.033 - 1.1 | 0.0407 - 0.0433 |
| d2 | Flankendurchmesser | 0.885 - 0.938 | 0.0348 - 0.0369 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.08 | 0.0012 - 0.0031 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 5g4g (Extern)
* Erlaubte Werte für Gewindeklasse 5g4g
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0.018 (Ref) | 0.0007 (Ref) |
| d | Außendurchmesser | 1.04 - 1.082 | 0.0409 - 0.0426 |
| d2 | Flankendurchmesser | 0.878 - 0.92 | 0.0346 - 0.0362 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.074 | 0.0012 - 0.0029 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 5h4h (Extern)
* Erlaubte Werte für Gewindeklasse 5h4h
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0 (Ref) | 0 (Ref) |
| d | Außendurchmesser | 1.058 - 1.1 | 0.0417 - 0.0433 |
| d2 | Flankendurchmesser | 0.896 - 0.938 | 0.0353 - 0.0369 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.074 | 0.0012 - 0.0029 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
M1.1 5g6g (Extern)
* Erlaubte Werte für Gewindeklasse 5g6g
| # | Beschreibung | Wert (mm) | Wert (Zoll) |
|---|---|---|---|
| es | Gewindezugabe | 0.018 (Ref) | 0.0007 (Ref) |
| d | Außendurchmesser | 1.015 - 1.082 | 0.04 - 0.0426 |
| d2 | Flankendurchmesser | 0.878 - 0.92 | 0.0346 - 0.0362 |
| R | Wurzelradius | 0.031 (Min) | 0.0012 (Min) |
| C | Wurzelgrund | 0.031 - 0.074 | 0.0012 - 0.0029 |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Back to Auswahl der Gewindeklasse
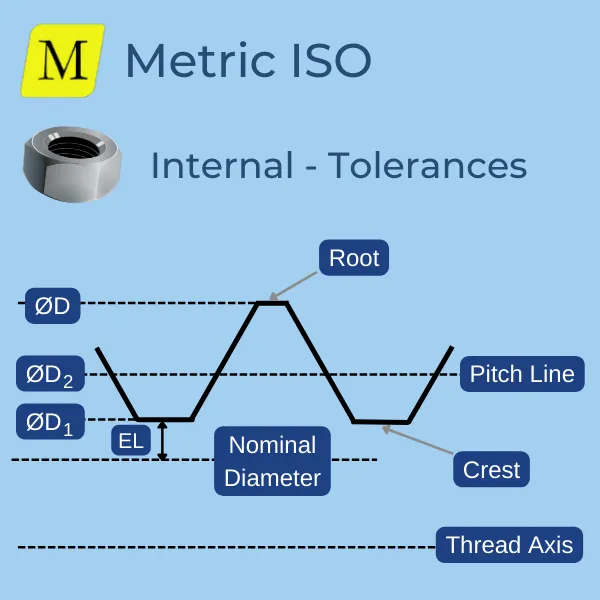
M1.1 4H (Intern)
* Erlaubte Werte für Gewindeklasse 4H
| # | Beschreibung | Wert (mm) | VWert (Zoll) |
|---|---|---|---|
| EL | Allowance | 0 (Ref) | 0 (Ref) |
| D1 | Kerndurchmesser | 0.829 - 0.874 | 0.0326 - 0.0344 |
| D2 | Flankendurchmesser | 0.938 - 0.983 | 0.0369 - 0.0387 |
| D | Außendurchmesser | 1.1 (Min) | 0.0433 (Min) |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Zurück zu Auswahl der Gewindeklasse
M1.1 5H (Intern)
* Erlaubte Werte für Gewindeklasse 5H
| # | Beschreibung | Wert (mm) | VWert (Zoll) |
|---|---|---|---|
| EL | Allowance | 0 (Ref) | 0 (Ref) |
| D1 | Kerndurchmesser | 0.829 - 0.885 | 0.0326 - 0.0348 |
| D2 | Flankendurchmesser | 0.938 - 0.994 | 0.0369 - 0.0391 |
| D | Außendurchmesser | 1.1 (Min) | 0.0433 (Min) |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Zurück zu Auswahl der Gewindeklasse
M1.1 5G (Intern)
* Erlaubte Werte für Gewindeklasse 5G
| # | Beschreibung | Wert (mm) | VWert (Zoll) |
|---|---|---|---|
| EL | Allowance | 0.018 (Ref) | 0.0007 (Ref) |
| D1 | Kerndurchmesser | 0.847 - 0.903 | 0.0333 - 0.0356 |
| D2 | Flankendurchmesser | 0.956 - 1.012 | 0.0376 - 0.0398 |
| D | Außendurchmesser | 1.1 (Min) | 0.0433 (Min) |
| LE | Normale Einschraublänge | 0.6 - 1.7 | 0.0236 - 0.0669 |
* Zurück zu Auswahl der Gewindeklasse
Gewindebohrergrößen für M1.1
- Wenn nicht angegeben, wird eine Gewindetiefe von 75% angenommen..
- Sie können mehr über die Gewindetiefe beim Gewindeschneiden erfahren hier.
- Um die Gewindebohrergröße in anderen Tiefen zu erhalten, verwenden Sie unsere Rechner für Gewindebohrergrößen .
| Tiefe des Gewindes | Gewindebohrer Größe (Zoll) | Gewindebohrer Größe (mm) |
|---|---|---|
| 55% | 0.036 | 0.92 |
| 60% | 0.036 | 0.91 |
| 65% | 0.035 | 0.89 |
| 70% | 0.034 | 0.87 |
| 75% | 0.034 | 0.86 |
| 80% | 0.033 | 0.84 |
| 85% | 0.032 | 0.82 |
Messungen über Passstifte M1.1
* Messungen über Passstifte ist ein Messverfahren zur Überprüfung des Flankendurchmessers von Gewinden. Sie wird meist verwendet, wenn ein Hersteller keine Go/Nogo-Lehre für ein Gewinde anbietet. Sie können mehr darüber erfahren here
| mm | Zoll | |
|---|---|---|
| Zulässiger Passstiftdurchmesser | 0.126 - 0.253 | 0.005 - 0.0099 |
| Idealer Passstiftdurchmesser | 0.144 | 0.0057 |
| Possible Wires Aus Standardsätzen |
* 0.13 * 0.144 * 0.173 * 0.202 * 0.231 |
* 0.006 * 0.0064 * 0.0072 * 0.008 * 0.009 |
Wenn Sie Ihren Passstiftdurchmesser kennen, müssen Sie herausfinden, welches Maß für Ihren Flankendurchmesser vorausgesetzt werden kann (abhängig von der Klasse). Nutzen Sie unser Über Passstift Rechner um herauszufinden!
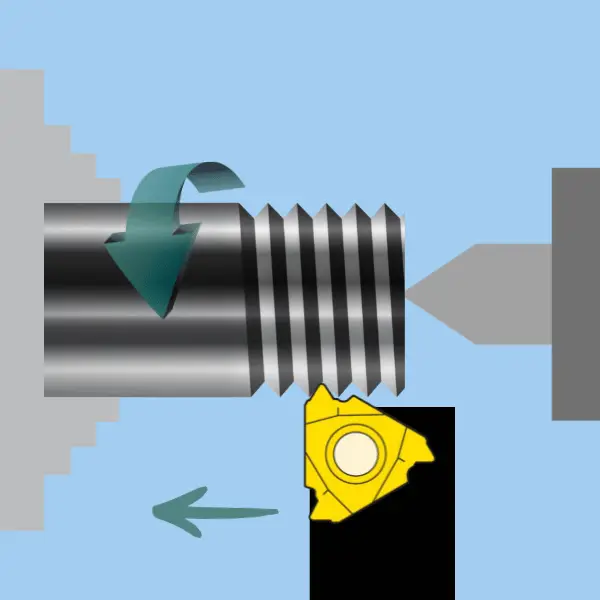
CNC Gcode Program for Turning of M1.1
The below sample Gcode is configured for:
- Fanuc Controller
- External RH Thread
- Right hand tool, machining towards the chuck
- Flank Infeed method with contant volume
- Flank Infeed method with contant volume
- Cutting conditions for steel
- Default number of passes
You can configure all the above parameters and much more in our Thread Turning Gcode Generator
%
O0100
(MACHINING DOCTOR - THREADING CNC PROGRAM)
(CONTROLER - FANUC A)
(THREAD - )
(D=1.1 MM, P=0.25 MM, L=2.5 MM)
(APPLICATION - EXTERNAL TURNING, TOWARDS CHUCK, RH TOOL, RH THREAD)
(FEED - 3 PASSES, FLANK, CONSTANT VOLUME)
(FINISH PASS - 0.012 MM)
(WITH CHAMFER - NO)
G28 U0
G28 U0
T0100
G99 G97 S5000 M03
G00 Z5.0
G00 X3.1 M08
G76 P010060 Q12 R0
G76 X1 Z-3 P153 Q82 F0 R
G28 U0
G28 U0
M09
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%CNC Gcode Program for Thread Milling of M1.1
The below sample Gcode is configured for:
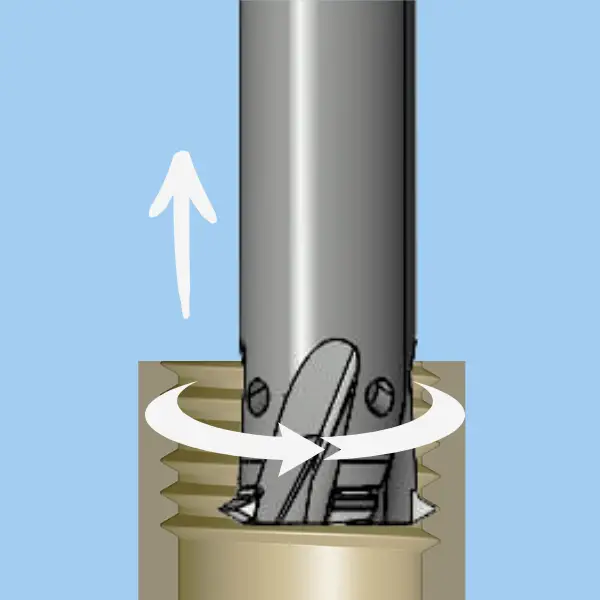
- Fanuc Controller
- Internal RH Thread
- Climb Milling
- Cutter diameter: 70% of the thread diameter
- Single tooth Thread Mill cutter
- Cutting conditions for steel
- One radial pass
You can configure all the above parameters and much more in our Thread Milling Gcode Generator
%
O0101
(WWW.MACHININGDOCTOR.COM - THREADMILLING PROGRAM)
(CONTROLER - FANUC)
(THREAD - MAJOR DIAM.=1.1 MM, PITCH=0.25 MM, LENGTH=2.5 MM)
(APPLICATION - INTERNAL, RH THREAD, CLIMB MILLING)
(CUTTER DIAM=0.55 [SINGLE TOOTH])
(CUTTER COMPENSATION D=0 - TOOLPATH FOR TOOL CENTER)
N1 M06 T1
G54
G90 G40 G17 G94 G21
G00 X0 Y0 S10000 M03
G43 H1 Z20.0 M08
(M-CODE "THROUGH COOLANT ON")
(PASS 1 / 1)
G90 G01 Z-2.531 F2000
G91 G01 G41 D1 X0.138 Y-0.138 F1500
G03 X0.138 Y0.138 Z0.031 I0 J0.138 F375
G03 Z0.25 I-0.275 J0 F750
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 Z0.25 I-0.275 J0
G03 X-0.138 Y0.138 Z0.031 I-0.138 J0
G01 G40 X-0.138 Y-0.138 F2000
G90 G00 Z20.0
M30
(PLEASE NOTE THIS GCODE HAS NOT BEEN TESTED ON YOUR MACHINE AND SETUP. WE CANNOT GUARANTEE ITS ACCURACY OR COMPATIBILITY. NOTE THAT YOU ARE USING IT AT YOUR OWN RISK, AND WE SHALL NOT BE HELD LIABLE FOR ANY DAMAGES OR LOSSES ARISING FROM THE USE OF THIS PROGRAM.)
%